为了让您更全面地了解我们的聊城【当地】双螺旋输送机来厂考察产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:聊城聊城【当地】双螺旋输送机来厂考察的图文介绍

聊城螺旋输送机叶片和壳体间隙调整的核心安全原则是:全程停机锁能、规范操作流程、做好防护措施,避免机械伤害和意外启动风险。一、作业前安全准备必须停机断电,拉下总电源开关并挂 “禁止合闸、正在检修” 警示牌,钥匙由作业人员专人保管。清理机壳内残留物料,避免调整时物料掉落砸伤或阻碍操作,同时通风散味(若输送有毒 / 粉尘物料需佩戴防毒面具、防尘口罩)。检查作业工具(扳手、千斤顶、塞尺等)是否完好,千斤顶需放置在平整坚硬地面,搭配防滑垫防止滑脱。作业人员穿戴防护装备,包括安全帽、防砸鞋、防护手套,长发需盘入帽内,禁止穿宽松衣物(避免卷入部件)。二、作业中安全规范严禁单人作业,需安排 1 名监护人员在旁观察,随时应对突发情况(如部件松动、千斤顶移位)。调整轴承座、机壳时,紧固 / 松开螺栓需按对角线顺序分步操作,避免单侧受力导致部件偏移或脱落。用千斤顶校正机壳时,禁止直接顶压叶片或机壳薄弱部位,需垫木块分散压力,且千斤顶下方禁止站人。转动螺旋轴测量间隙时,需手动缓慢转动,禁止用工具硬撬或借助电机带动,防止叶片刮擦机壳或夹伤手部。高空作业(调整长距离输送机中段)需搭设稳固脚手架,系好安全带,工具用绳索拴牢(防止坠落伤人)。三、作业后安全校验调整完毕后,清理现场工具和杂物,确保机壳内无遗留物品(如垫片、扳手),避免开机后损坏设备。摘除警示牌,由作业人员亲自合闸送电,先进行空转试机 30 分钟,观察有无摩擦异响、振动等异常。试机时作业人员需远离机壳检修口、轴承座等危险部位,禁止在设备运行中伸手触摸间隙或部件。记录调整数据和试机情况,确认安全无误后,方可恢复正常生产作业。


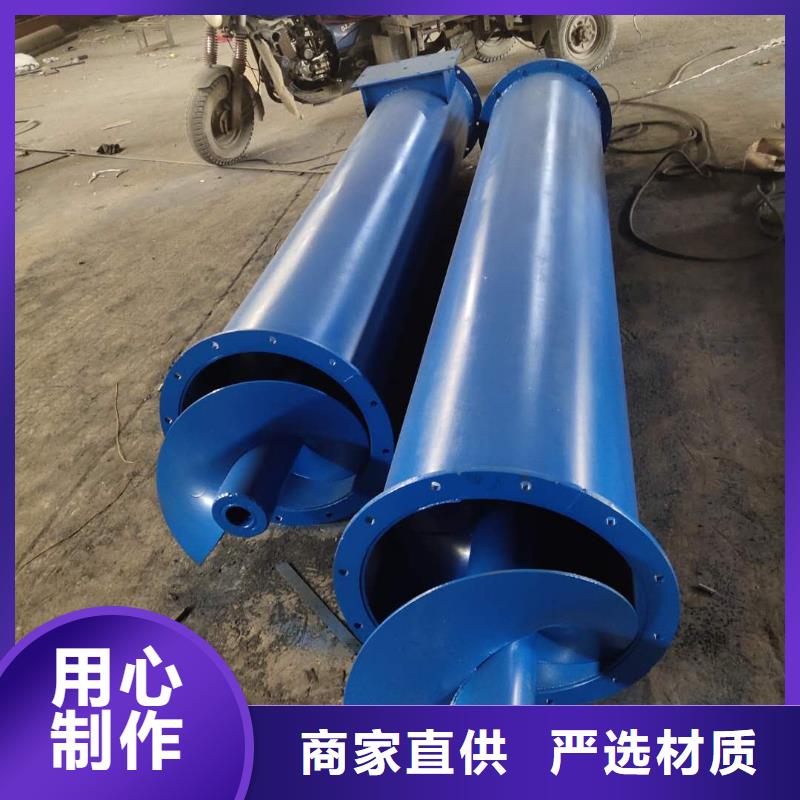
从聊城U型螺旋输送机是一种开放式(或半封闭式)水平/倾斜输送设备,核心适配松散物料的连续输送,结构简单且维护便捷。### 核心结构特点- 机壳为U型槽体(敞开式或配盖板),材质多为碳钢或不锈钢,槽内装有螺旋叶片(实体/带式/桨叶式)。- 牵引与传动:螺旋叶片固定在传动轴上,两端配轴承座支撑,由电机+减速机驱动轴体旋转输送物料。- 密封可选:敞开式便于投料和清理,封闭式(加盖板+密封件)可防粉尘泄漏,适配环保要求高的场景。### 性能与适用场景- 输送特性:水平输送为主,倾斜输送角度≤30°(角度过大效率下降),输送量1-100m3/h,输送长度一般≤20m。- 适配物料:以粉状、粒状、小块状松散物料为主,如粮食、饲料、煤粉、砂石、化工颗粒等,不适用于高粘性、易结块物料(易堵塞)。- 典型应用:粮库输粮、饲料厂配料输送、建材厂砂石粉料输送、化工车间颗粒原料转运、污水处理厂污泥输送(需配桨叶式叶片)。### 核心优势- 结构简单,占地面积小,安装和移动便捷,适合中小型场地使用。- 操作维护成本低,叶片和机壳磨损后更换方便,日常只需定期润滑轴承。- 可多点进料或出料,适配多工序衔接的输送需求,灵活性高。- 制造成本低,相较于封闭式螺旋输送机,采购门槛更低。### 主要局限- 密封性能有限,敞开式易产生粉尘污染,不适用于有毒、易燃易爆或高湿度物料。- 输送距离和提升高度受限,长距离输送易出现物料回流、效率下降。- 对粘性物料耐受性差,叶片易挂料结块,需频繁清理。- 叶片磨损较快(尤其输送磨琢性物料),需定期检查更换。要不要我帮你整理一份**U型螺旋输送机选型参数表**,明确不同型号的输送量、适配物料、安装要求,方便你快速匹配需求?



衡泰重工机械制造有限公司具有雄厚的技术力量和产品开发能力、先进的生产设备、成熟的生产工艺以及完善的质量保证体系。公司主营产品 斗式提升机、。我们将本着“合理的方案、优质的产品、实惠的价格、完善的售前售后服务”的经营方针,不断为新老客户提供全面、完善的服务。

聊城填充系数对螺旋输送机输送效率的核心影响是“**先升后降的非线性关系**”:在合理区间内(0.15~0.45),效率随填充系数增大而提升;超出上限(>0.45)后,效率会急剧下降,具体影响逻辑和细节如下:### 一、核心影响逻辑:效率与填充系数的关联原理1. 填充系数决定“叶片有效推送的物料量”,低填充时,叶片与物料接触不充分,大量空间闲置,物料易因离心力滑动,输送效率低。2. 随着填充系数升高,叶片与物料接触面积增大,闲置空间减少,推送效率逐步提升,直至达到“效率峰值区间”。3. 超过合理上限后,物料在管内过度堆积,会产生挤压、堵塞,物料滑动阻力和管内压力急剧上升,叶片有效推送能力下降,效率反而下滑。### 二、不同填充系数区间的效率表现| 填充系数区间 | 输送效率特征 | 核心原因 ||--------------|--------------|----------|| 0.15~0.25(低填充) | 效率偏低,随填充度增长缓慢 | 物料量少,叶片与物料接触不足,物料易滑动,有效推送占比低 || 0.25~0.35(中填充) | 效率稳步提升,与填充度正相关 | 叶片与物料充分接触,无明显挤压,物料流动顺畅,推送效率化 || 0.35~0.45(高填充) | 效率接近峰值,增长速率放缓 | 物料量充足,仍能顺畅流动,但若超过0.4,开始出现轻微挤压,阻力上升 || >0.45(超填充) | 效率急剧下降,甚至趋近于0 | 物料堵塞管体,叶片被“料塞”卡滞,推送力无法有效传递,部分物料反向回流 |### 三、关键影响场景与注意事项1. 不同物料的“效率峰值区间”有差异:- 粉状物料:峰值区间0.3~0.35,超过后易扬尘、管内压力升高,效率下滑快。- 粒状物料:峰值区间0.35~0.45,颗粒流动性好,耐受更高填充度,效率峰值更宽。- 粘性/块状物料:峰值区间0.2~0.25,超过后易粘连、卡滞,效率快速下降。2. 倾斜/长距离输送的效率衰减:- 倾斜输送(θ>20°):物料受重力影响易下滑,需在水平填充度基础上降低10%~20%,才能维持相同效率,否则效率衰减更快。- 长距离输送(>30m):物料滑动损耗累积,填充度过高会加剧磨损和阻力,效率峰值区间会向“低填充端”偏移。3. 超填充的隐性效率损耗:- 即使未完全堵塞,超填充也会导致物料输送速度变慢、回流增加,实际有效输送量远低于理论值,同时伴随电机过载、设备磨损加剧,间接降低长期运行效率。### 四、实操建议:精准控制填充系数以化效率1. 按物料类型锁定“效率峰值区间”,避免偏离:粉状取0.3~0.35,粒状取0.35~0.45,粘性/块状取0.2~0.25。2. 若需提升效率,优先在峰值区间内微调,而非盲目提高填充度;若峰值区间仍无法满足流量需求,可通过增大螺旋直径、调整螺距或转速实现。3. 运行中通过“进料量调节”控制填充系数:若发现物料输送变慢、电机电流升高,说明可能接近超填充,需减少进料量,将填充度拉回合理区间。要不要我帮你整理一份**常见物料填充系数-效率对应表**,明确每种物料的效率峰值区间、推荐填充度和调整方法,方便你精准控制效率?






 扫一扫
扫一扫